國內銷售熱線:
0531-85766911 0531-85766101
傳真:0531-85765600
國際銷售熱線:0086-531-84875569
傳真:0086-531-84875519
E-mail:mfw.jn@126.com
Web://1zhanwang.cn
地址:山東省濟南市商河縣經濟開發區商西路12號
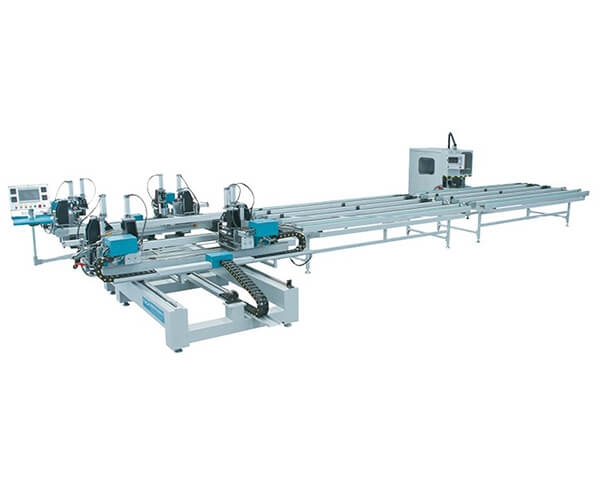
塑料門窗焊接類設備的組裝,應滿足相關標準,針對組裝中遇到的各種工藝問題,應從機械原理、設備結構、設備參數的設置、設備的合理調整及型材材質、幾何尺寸精度、工作環境、操作方法等方面分析排除。基本的檢修思路是:故障調查、氣路分析、電路分析、斷氣檢查、斷電檢查、通氣檢查、通電檢查等。下面列表舉例說明塑料門窗焊接類設備的常見故障及排除方法:

故障 | 原因 | 分析問題 | 排除方法 |
加熱板 不升溫 | 加熱板損壞 | 加熱板內部加熱絲斷路 | 更換加熱板 |
繼電器問題 | 中間繼電器線圈損壞 | 更換繼電器 | |
固態繼電器損壞 | 更換繼電器 | ||
溫控表問題 | 溫控表本身損壞 | 更換溫控表 | |
溫控表內部參數紊亂 | 調整溫控表參數 | ||
線路及保險問題 | 加熱板處接線不牢固 | 重新接線 | |
缺相 | 檢查線路 | ||
保險損壞或接觸不良 | 更換或檢查 | ||
加熱旋鈕問題 | 旋鈕本身沒有接通電源 | 維修或更換 | |
加熱板升溫慢或升不到設定溫度 | 電壓問題 | 電源電壓低于220V | 檢查外部線路 |
溫控表故障 | 溫控表內部參數紊亂 | 調節溫控表參數 | |
溫控表 溫度失控 | 熱電偶問題 | 熱電偶損壞 | 更換熱電偶 |
溫控表問題 | 溫控表本身失控 | 更換溫控表 | |
繼電器問題 | 繼電器長期使用觸點粘連 | 更換繼電器 | |
整機帶電 | 加熱板問題 | 加熱板接線柱部位長期使用使接線柱周圍有部分氧化物造成漏電 | 處理接線柱周圍氧化物 |
加熱板內部絕緣不好 | 更換焊板 | ||
線路問題 | 導線中有絕緣層被破壞 | 檢查更換線路 | |
焊角錯位 | 定位靠板調整問題 | 前后定位板位置不對 | 調整 |
壓板壓力問題 | 壓緊力過大型材變形 | 調節壓板壓力 | |
壓力過小型材移位 | 調整壓板壓力 | ||
工進氣缸進退不同步 | 氣缸工進速度不一致 | 調整氣缸速度 | |
熔化量問題 | 型材上下熔量不一致 | 調整加熱板垂直 | |
調整靠板高度 | |||
型材幾何尺寸超差 | |||
放置型材問題 | 型材本身放置位置不對 | 重新放置型材 | |
熔化量熔化溫度問題 | 溫控表顯示溫度以在240 - 270度為宜 | 選擇適宜溫度 | |
熔化量、熔化時間問題 | 熔化量過小,熔化時間短 | 將熔量調整至6mm左右,熔化時間調至25 - 35秒 | |
型材鋸切角度問題 | 鋸切角度大于45度或小于45度 | 調整鋸切類鋸切角度 | |
墊板問題 | 因墊極配置不合適造成焊接狀態不佳 | 更換合適墊板 | |
進給壓力問題 | 二次進給壓力過小 | 應將二次進給壓力調整到0.5MPa以上 | |
擠壓量 | 擠壓量過大或過小 | 應調整保壓間隙 | |
擠壓時間 | 擠壓時間過長或過短 | 應調整至25 - 35秒 | |
操作工藝問題 | 因操作不當造成焊接不好 | 按合理操作工藝操作 | |
加熱極調整問題 | 下定位焊機加熱板藩不到位 | 調節氣缸緩沖以及氣缸行程 | |
焊布問題 | 焊布粘型材 | 更換 | |
型材問題 | 型材材質不符合質量要求 | 更換型材 | |
焊接 尺寸超差 | 定位靠板問題 | 前后靠板相對位置不對 | 調整前后靠板相對位置 |
熔化量、擠壓量問題 | 檢查熔化、擠壓量是否符合焊接標準 | 調整各定位間隙、加熱間 | |
隙、保壓間隙使其達到要求 | |||
氣源壓力調整問題 | 前后壓鉗壓力過小或進給壓力過大 | 調節前后壓力在0.35 - 0.45MPa,調節進給壓力在0.2 - 0.3MPa | |
操作問題 | 型材放置不妥而造成焊接超差 | 正確放置型材,使其平穩靠實 | |
壓緊裝置問題 | 壓鉗應安裝平行,且各相對位置應正確 | 調整上下壓鉗位置,使其達到位置要求 | |
焊機 操作失靈 | PC機問題 | PC機本身有故障 | 更換 |
PC機程序紊亂 | 重新輸入程序 | ||
機器 操作失靈 | 電器元件問題 | 按鈕、繼電器等電器元是否損壞 | 更換按鈕等電器元件 |
氣路問題 | 檢查各氣路連接是否正確 | 按氣動原理圖連接氣路 | |
線路故障 | 應將急停按鈕斷開,檢查 | ||
急停按鈕是否斷開 | 保險管是否燒壞,參照電氣原理接線圖,檢查接線 是否正確 | ||
 | 山東省濟南市商河縣經濟開發區商西路12號 |
 | mfw.jn@126.com |
 | //1zhanwang.cn |
 | 0531-85766911 85766101 |
 |  |
| 掃一掃關注我們 | 掃一掃關注我們 |

 CN
CN